SHOTRUN METHOD
METHOD OUTLINE
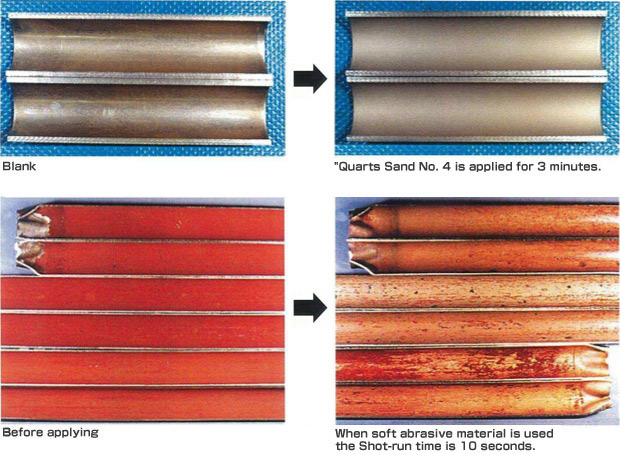
Conventionally, a sand blast method was used to physically grind and clean impurities from the inside surface of narrow tubes.
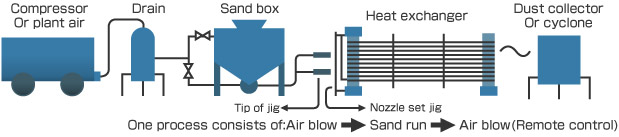
In the Shot-Run Method, a nozzle is placed at the entrance of an objective tube and then an abrasive piece is forced by compressed air through the inside of the tube. This enables the tube to be cleaned. However it is worth noting that even if a conventional blast nozzle was used it still would be impossible to smoothly remove deposits so the inside of the tube would have uneven places or pits in it as well as being partially eroded by the cleaning force.
UNIPEC has improved the Shot-Run Method by the developments of the following methods:
- The Shot-Run Method uses centrifugal force to remove deposits.
- A decompression valve and flow-meter allows running speed adjustment.
- An exclusively designed valve allows us to deliver and adjust the abrasive material.
- A "one touch nozzle fixing system" is installed in the tube inlet section.
- Both grading and delivery of the abrasive material is uniformly delivered.
ADVANTAGES OF THE SHOT-RUN METHOD
The following allows the successful removal of rust, scale and other deposits.
Water prohibited section in pipe line
Heat exchanger
Reaction tower
Heating furnace
- In installations where a high pressure jet cleaning or chemical cleaning method won't work, a complete dewater system is installed.
- Lengthy piping arrangements: The Shot-Run Method is especially suited to lengthy piping arrangements. Conventional cleaning required the piping materials to be divided into sections and cleaned individually but not with the shot-run method. This saves a great deal of time.
- The Shot-Run Method also works better than conventional cleaning methods with soft tubing like pure copper and copper aluminum alloy tubing.
- When the density of deposits is very high, conventional cleaning methods like high pressure jet cleaning, requires multiple passes to completely remove deposits.
- If the piping arrangement is complicated or has variable port sizes usually only chemical cleaning is used but the Shot-Run Method works well in these conditions.
ABRASIVE MATERIALS USED
- Quartz sand number 3 grade with an average diameter of 1.2mm is used.
- We recommend a softer abrasive material for softer metals like copper and aluminum.
- For SUS304 tubing, we recommend using SUS430 cut wire.
- For rather lengthy tubing, 10 meters or greater, we recommend using Shotgrid.
- For U-tube, we recommend using a soft abrasive material.
The Relationship Between The Amount of Abrasive Material And Abrasive Material Grading
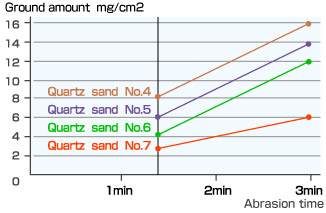
The amount of ground quartz sand No. 4 to 7 is proportional to the abrasive material grading.
This is approximately 2 to 6 mg/minute.
The above grading is reduced and converted into 3-8 μ/minute. If the grading is small then the ground amount is proportionally small. Also, the surface roughness will be low as well. This also means the wear-and-tear on the equipment will be less. But for the removal of very hard scales and highly viscose sludge, quartz sand No. 4 is commonly used.